Способ тепловой обработки

Что касается металлической труба, то вашим помощником должна быть горелка газовая. Действуем поэтапно.
- При помощи тисков металлический отрезок трубы фиксируется.
- Предполагаемый участок сгиба прогревается при помощи газовой горелки.
- После появления окалины осуществляем сгиб.
Важно уловить момент начала изгиба. Если труба алюминиевая, то необходимо поднести к ней лист из бумаги. Если он загорится либо задымится, то можно начинать
Если же труба изготовлена из другого металла, то сигналом послужит покрасневший в процессе нагревания участок. Метод термообработки нельзя применять при сгибе труб оцинкованных. Высокая температура повредит напылению и приведет в негодность покрытие. Необходимо знать, что если речь идет о сгибе квадратной трубы, то без мощной паяльной лампы либо горелки вам не обойтись. И главное, что в самом начале работ прогревается такое изделие со всех сторон
Если он загорится либо задымится, то можно начинать. Если же труба изготовлена из другого металла, то сигналом послужит покрасневший в процессе нагревания участок. Метод термообработки нельзя применять при сгибе труб оцинкованных. Высокая температура повредит напылению и приведет в негодность покрытие. Необходимо знать, что если речь идет о сгибе квадратной трубы, то без мощной паяльной лампы либо горелки вам не обойтись. И главное, что в самом начале работ прогревается такое изделие со всех сторон.
Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.

В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Особенности трубогиба
- Трубогиб использует сенсорный экран для добавления модуля числового управления , операции диалогового типа, простой настройки программы;
- Конструкция устойчива, не деформируется;
- Для каждого файла можно установить 16 углов изгиба, в памяти можно сохранить 16 наборов файлов;
- Функция медленного позиционирования, стабильный угол изгиба, точность повторения достигает ± 0,1 °;
- Сообщение об ошибке отображается на экране, помогите оператору немедленно устранить;
- Обеспечить собственные исследования и разработки координат преобразования стоимости обработки трубы, программное обеспечение можно приобрести и установить на настольный компьютер для редактирования расчета.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
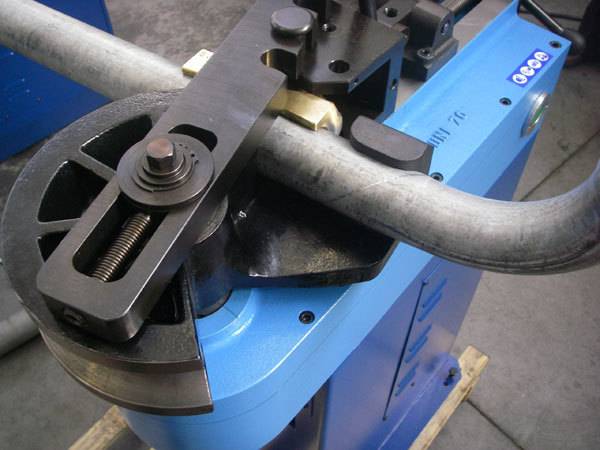
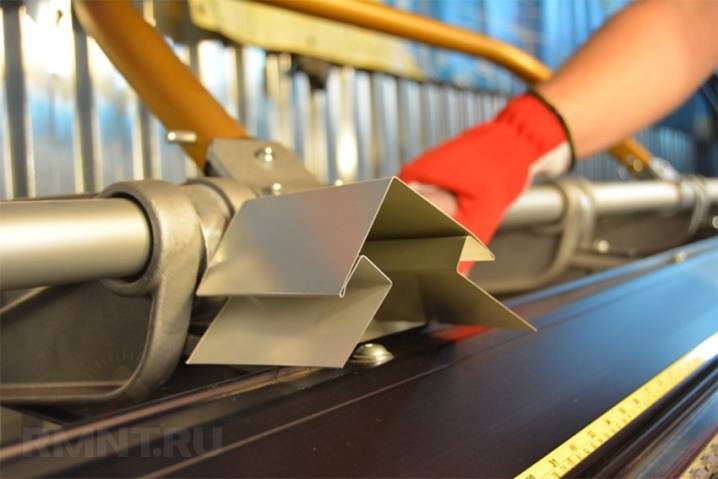
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .









 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.

Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
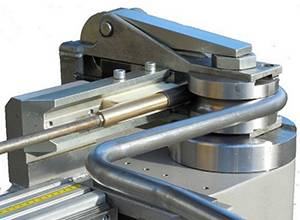
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
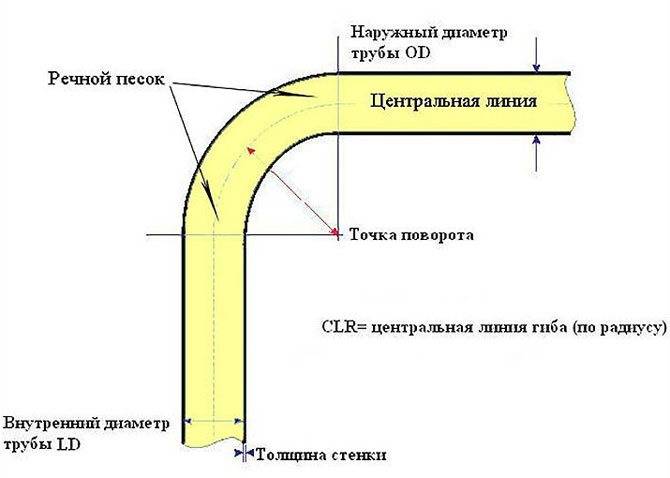
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок




![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://dizajn-kvartiry.ru/wp-content/uploads/e/b/c/ebce04dc43597e11cc8577729882eaf8.jpeg)



Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.

Сгибание трубы с помощью пружины
При этом способе роль амортизатора выполняет пружина необходимого диаметра. Именно ребра пружины защищают армирующий слой трубы от сморщивания и повреждения. Обычно такое приспособление продается попарно (внешняя и внутренняя части). Диаметр устройства подбирается под размер заготовки, причем лучше выбирать пружину с кольцами круглого сечения.
Чтобы легче вставлять трубу во внешнюю часть пружины, производитель расширил один ее конец. Внутренняя пружина имеет один конусообразный конец, который обеспечивает легкий доступ к изгибу, и петлю на другом конце для удобства извлечения пружины после работы.

Технология проведения изгиба с помощью пружины:
- привязывают шнур к петле и вставляют внутреннюю пружину в трубу;
- внешнюю пружину надевают на заготовку;
- плавно загибают трубу до нужного угла;
- по окончании изгиба немного разжимают угол и вынимают приспособление.
Чтобы полиэтилен внутри трубы изгибался равномерно, нужно весь процесс проводить аккуратно, плавными качающимися движениями. Тот же технологический принцип заложен и в сгибание трубы с помощью проволоки. Сдерживающим элементом выступает кусок мягкой проволоки подходящего сечения. Главное, не забыть привязать к одному концу шнур, чтобы вынуть проволоку после работы.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
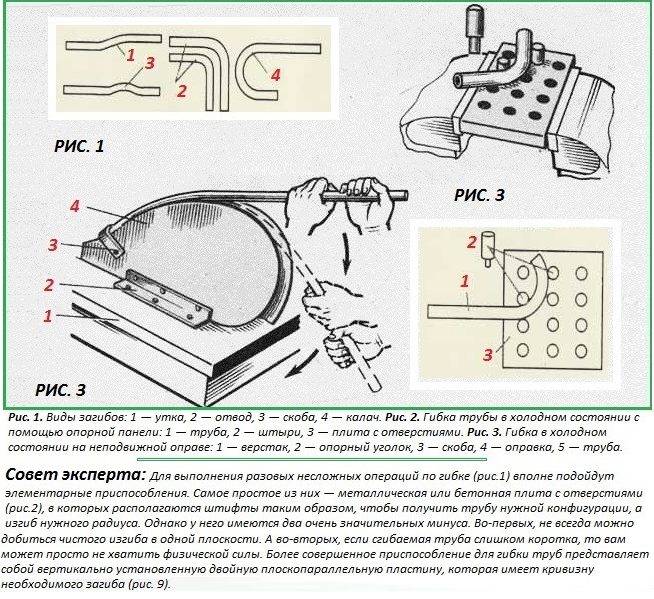
Сделать разовый изгиб трубы помогут элементарные приспособления
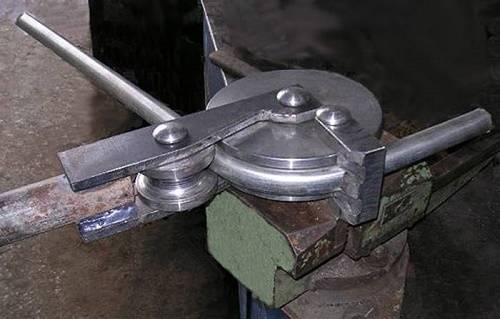
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.










Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
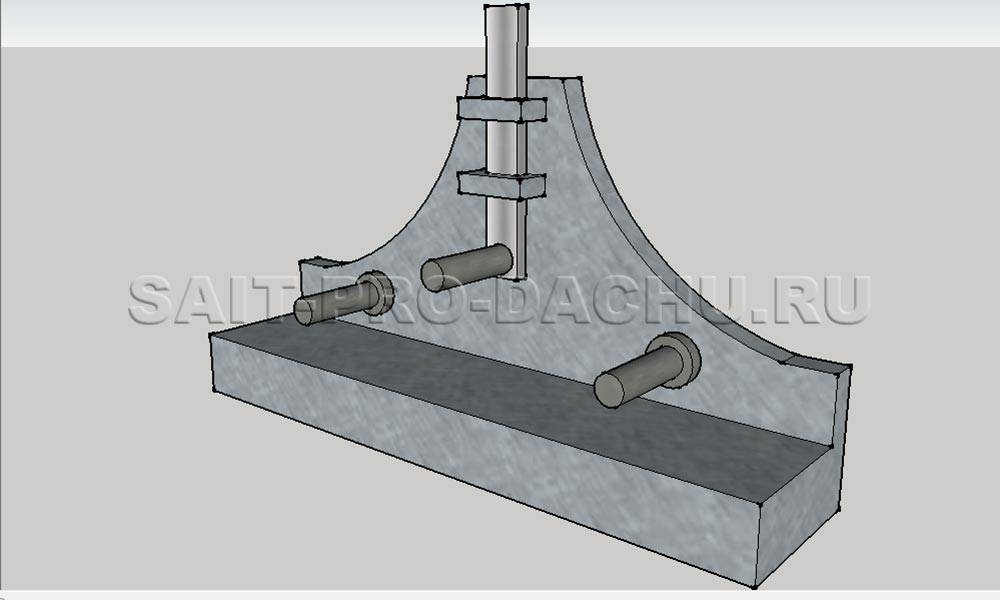
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
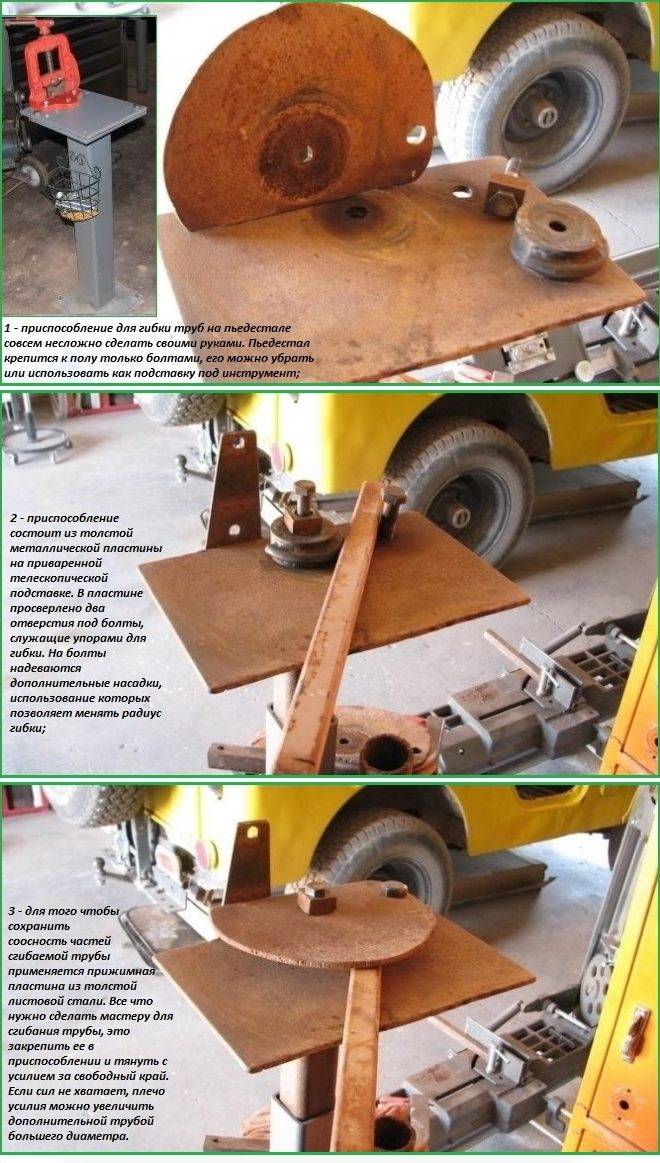
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
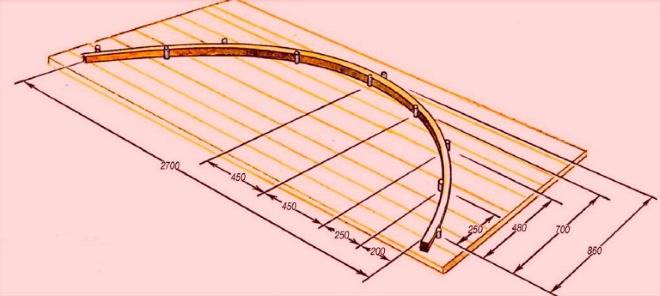
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
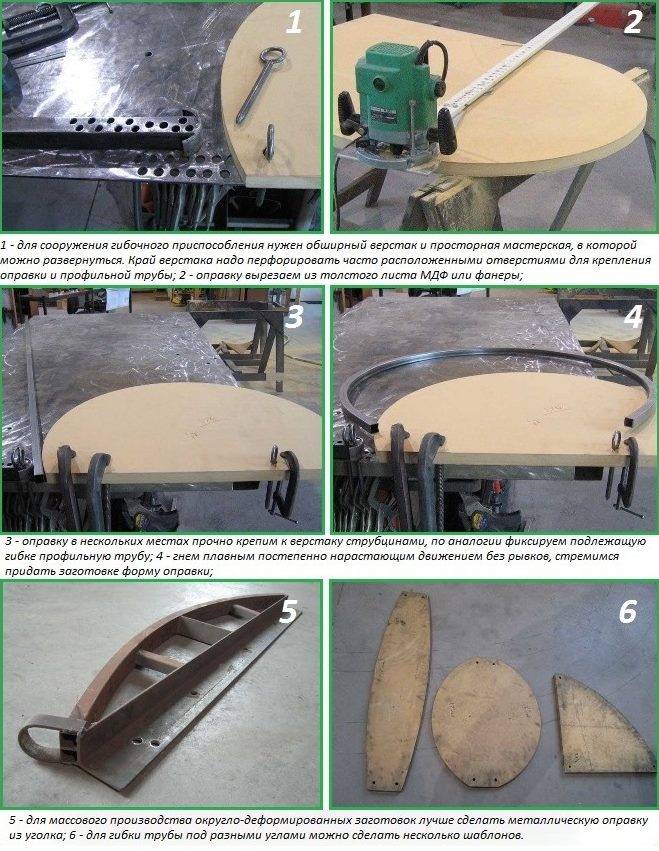
Сгибание профильной трубы при помощи оправки
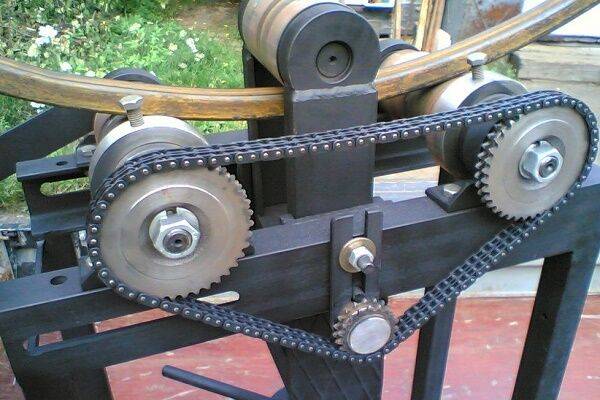
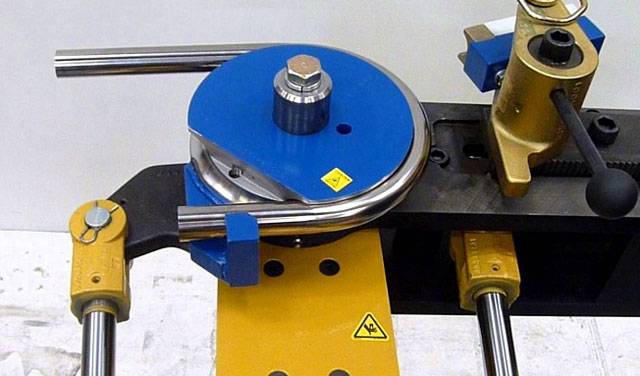
Применение профилегиба
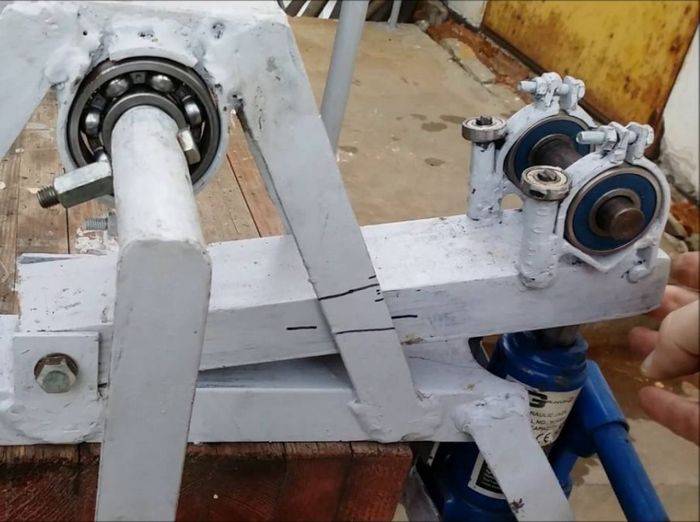
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
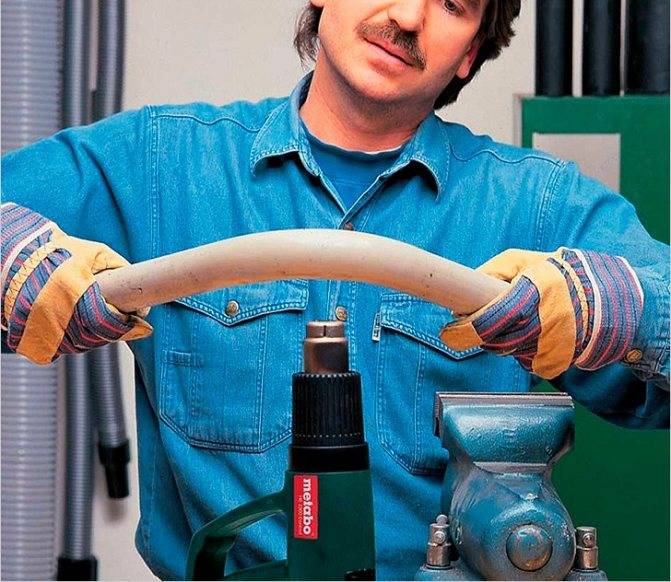
Гнем трубы из пластика
Трубы из пластика сложно поддаются гибке. Отсутствие прогрева однозначно приводит к заломам и разрывам, поэтому не обойтись без строительного фена. Перед работой тщательно изучите внутреннее строение трубы, толщину стенок, их прочность. Из толстой фанеры или ДСП изготовьте шаблон, выпилив электролобзиком изгиб желаемой формы. После этого аккуратно прогревая пластик феном пробуйте возможность изгиба. Следите за прилагаемыми усилиями. При работе с таким податливым материалом гибку необходимо осуществлять постепенно, неспеша.

При получении изгиба не рекомендуется использовать пластиковые детали в системах с высоким давлением, так как уменьшение толщины стенок из-за текучести материала чревато прорывом.

В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.










С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления. Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время. Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката. Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.

![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://dizajn-kvartiry.ru/wp-content/uploads/f/0/a/f0a97a33192488a050d6af40c0f44cce.jpeg)






Рекомендуем:
 Солнечные батареи для отопления дома: виды, как выбрать и правильно их установить
Солнечные батареи для отопления дома: виды, как выбрать и правильно их установить
 Смеситель термостатический для ванны и душа: устройство, принцип действия и правила выбора
Смеситель термостатический для ванны и душа: устройство, принцип действия и правила выбора
 По рукам, да и в баню: история строительства бани на ушп
По рукам, да и в баню: история строительства бани на ушп
 Разводка (замена) труб в квартире, доме
Разводка (замена) труб в квартире, доме
 Какой материал лучше выбрать для стен дома?
Какой материал лучше выбрать для стен дома?
 Виды раздвижных дверей и особенности их конструкции
Виды раздвижных дверей и особенности их конструкции
 Сколько кубов в мешке цемента — расчет и таблицы объёмов
Сколько кубов в мешке цемента — расчет и таблицы объёмов
 Как производится консервация септика на зиму: пошаговая инструкция
Как производится консервация септика на зиму: пошаговая инструкция
 Обустройство пола
Обустройство пола
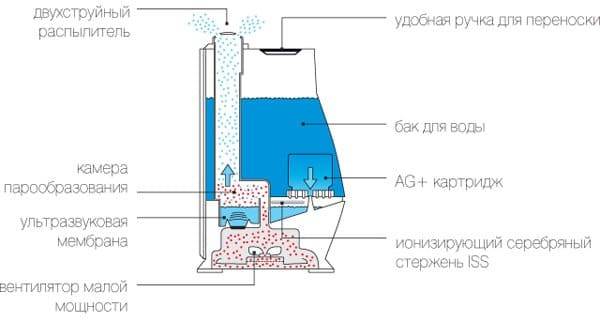 Нужен ли увлажнитель воздуха в квартире? веские доводы “за и против”
Нужен ли увлажнитель воздуха в квартире? веские доводы “за и против”
