Особенности и виды холодной сварки
Существует всего два вида данной сварки:
- точечная. Она пользуется популярностью в соединениях из алюминия и меди. Для сваривания материалов, их сжимают пуансоном. В процессе работы детали могут поддаваться изменениям. Возможно образование сварочных точек, но при этом общая целостность форм элементов не исчезает.
- роликовая. Особенность этой сварки состоит в получении непрерывного монолитного соединения. Если используются прямоугольные или квадратные пуанты, сварка будет иметь схожие черты с точечным способом.
В свою очередь, роликовый способ соединения деталей делится на три подвида:
- Двухсторонний. В этом случае берут два одинаковых ролика;
- Асимметричный. С использованием двух разных роликов;
- Односторонний. Берётся один шарик, он способен обеспечить требуемое давление, с помощью которого, возникнет соединение материалов.
Из чего состоит материал для холодной сварки?
РекомендацииСварка включает в себя два компонента. Они в тандеме образуют клей сверхвысокой эффективности. Для его основы, применяются эпоксидные смолы. Тот, кто хоть раз сталкивался с эпоксидкой, прекрасно знают, как ею пользоваться. Отвердитель смешивается со смолой 10 к 1, образуется клей, но его использование будет уместным далеко не в каждой ситуации.
Есть ни одно правило, как нужно использовать раствор, чтобы он был максимально эффективен и не испорчен. Конкретнее:
- при склеивании, не стоит трогать детали и передвигать их с места на место, полный склеивающий эффект достигается, спустя сутки;
- нужно полностью исключить попадания воды в состав клея, даже в самых минимальных её количествах;
- клей будет максимально эффективным при четком плоском склеивании. Исключается возможность формировать объемные швы, так как состав обладает высокой текучестью.
Инструменты и приспособления для сжатия
Инструменты и приспособления для сжатия выбираются на основе таблицы.
Если используется промежуточный размер полос или соединений, то для выбора приспособлений надо использовать следующий больший размер.
В перечне инструментов и приспособлений кроме сечения сварного соединения на одно сжатие, также указана необходимая сила сжатия (сдавливания). Необходимая сила сжатия зависит от твердости материала.
На основе необходимой силы сжатия вы можете решить, можно ли применить два приспособления для сжатия, и в таком случае количество сдавливаний можно сократить вдвое.
Также необходим соответствующий инструментодержатель
Сжатие жил кабелей можно выполнять с помощью таких же приспособлений. Смотрите иллюстрации на странице 10.
Количество необходимых сдавливаний на одно соединение рассчитывается с помощью следующей формулы:
количество сдавливаний = ширина полосы x толщина полосы / сечение сварного соединения
Стандартный способ использования
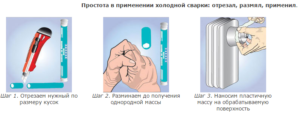 Перед склеиванием следует обработать поверхности деталей. Они должны быть сухими и шероховатыми – для этого следует обезжирить их и пройтись по ним наждачной бумагой. Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
Перед склеиванием следует обработать поверхности деталей. Они должны быть сухими и шероховатыми – для этого следует обезжирить их и пройтись по ним наждачной бумагой. Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
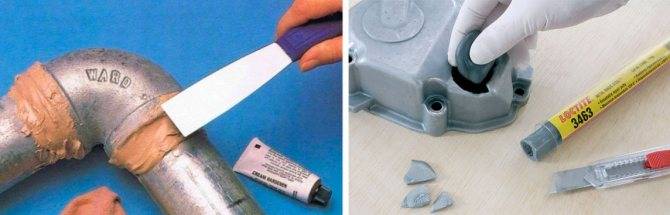
Затем надо взять холодную сварку и приготовить её к использованию. Способ приготовления, как правило, описан на упаковке и зависит от типа клеящего состава (однокомпонентный или двухкомпонентный, жидкий или пластилиновый и так далее).
Следующий этап — это нанесение холодной сварки на обе металлические детали. И тут же эти детали должны быть соединены между собой.
Если две соединяемые поверхности являются плоскими, то для более надёжной фиксации не помешает дополнительно закрепить их специальными зажимами. После того, как холодная сварка окончательно высохнет, соединённые детали можно шпатлевать и красить.
Области применения
Полноценной заменой сварки клей на основе эпоксидной смолы не является, но используется довольно часто в ремонтных работах. По области применения различают следующие виды клея:
- Для склеивания металлов. Добавлен металлический наполнитель, что позволяет склеивать разные виды металлов.
- Универсальный. Предназначен для работы с различными материалами — деревянными, стеклянными, металлическими, полимерными.
- Разработанный специально для ремонта автомобильной техники.
- Применяемый при сварке деталей под водой и в других специальных условиях.
Состав и свойства
Холодная сварка по своей сути является клеем для металлов. В состав входят:
- клеящее вещество – эпоксидные смолы, благодаря которым обеспечивается пластичность состава и его однородность;
- наполнитель – металлический порошок;
- активирующие добавки (сера).
Прочность сварочного шва зависит от соответствия состава клея видам свариваемых металлов, от качества подготовки склеиваемых плоскостей и грамотного его применения. В оптимальных условиях прочность шва достигает прочности металла, но на практике, сколько не бейся, достичь идеальных условий практически невозможно, соответственно и прочность шва будет значительно ниже, чем при горячей сварке. По этой причине применять её можно только для мелкого ремонта и сваривания деталей, не несущих большой нагрузки.
 Температурный предел стойкости шва зависит от состава клея. Этот показатель можно найти на упаковке и при соблюдении технологии склеивания шов будет прочным в рамках указанного значения температуры.
Температурный предел стойкости шва зависит от состава клея. Этот показатель можно найти на упаковке и при соблюдении технологии склеивания шов будет прочным в рамках указанного значения температуры.
Для недорогих составов предельной устанавливается температура в 260 градусов. Специальные составы клея позволяют сварному шву не терять своей прочности при температуре около 1300 градусов. Эти составы применяются там, где изделия работают в условиях высоких температур, и в ситуациях невозможности применения традиционной сварки.
Виды холодной сварки
Торговая сеть предлагает холодную сварку Российского производства по невысоким ценам и дорогую импортного изготовления. В зависимости от положения шва и свариваемых деталей, различают следующие виды холодных сварок:
- для скрепления шин или накладок к проводам из меди и алюминия, ручек к алюминиевой посуде – точечная;
- для изготовления пылевлагонепроницаемых корпусов и приборов различного назначения и тонкостенных ёмкостей – шовная, которая производится с применением контурных пуансонов;
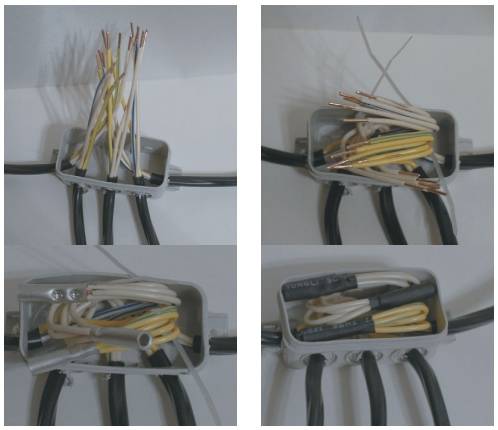
- при соединении проводов и изготовлении колец – стыковая;
- крепление латунных шпилек к выводам трансформаторных обмоток из алюминия, изготовление шинопроводов угловых и тавровых для электровозов – тавровая;
- соединение водопроводных и отопительных труб, переходных элементов в линиях электропередач железной дороги – сварка сдвигом.
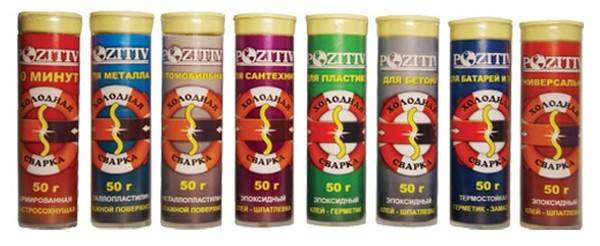
По консистенции и готовности к применению холодная сварка изготавливается:
- текучей двухкомпонентной. В этом случае смола смешивается с отвердителем перед нанесением на склеиваемые поверхности;
- в виде пластилинообразной массы – брусок или удлинённый цилиндрик, состоящие из одного или двух слоёв реагентов. Перед работой, отщипнув необходимое количество массы, её надо размять пальцами, как пластилин.
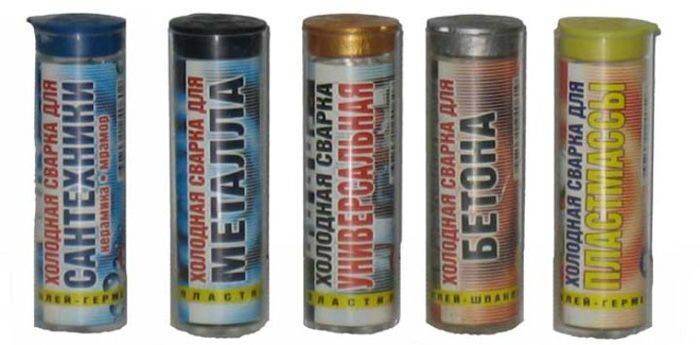
По направлению использования предлагают следующие виды:
- сварка металлов – склеивает различные металлы, в составе имеет металлический наполнитель;
- ремонт автомобилей – состав разработан конкретно для ремонта деталей автомашин, в составе имеет наполнитель из металлического порошка;
- универсальная – холодная сварка для пластмассы, метала и дерева. Из всех видов сварки является наименее прочной;
- специальная – для работы в особых условиях (под водой, во взрывоопасной атмосфере).
Ремонт радиатора системы охлаждения авто.
Автомобильный кулер — это теплообменное устройство, которое очень чувствительно к действующим механическим воздействиям. Бывает, что при движении на большой скорости камешек или другой твердый предмет, застрявший в его сетке, приведет к образованию протечки. А это уже требует срочного ремонта. Путем холодной сварки вполне можно устранить течь и хотя бы временно восстановить работоспособность самого кулера.
Рекомендуемый порядок работы следующий:
Первое, что нужно сделать — это выбрать (купить и иметь в «бардачке» автомобиля подходящий для такого ремонта вид «холодной сварки». Он должен иметь хорошее сцепление с металлом и выдерживать высокие температуры. Оптимальный вариант было бы приобрести специальный состав, специально разработанный для ремонта радиаторов отопления, но если таковых нет в продаже, следует выбрать жаростойкий вариант по металлу. Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Следующим шагом будет определение точного места утечки. Не исключено, что для этого придется демонтировать радиатор. Следует отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
Из системы охлаждения автомобиля слита жидкость — антифриз или вода. Если поиску ямы или трещины предшествует разборка радиатора, то, конечно же, перед разборкой охлаждающая жидкость сливается. Удаление засоряющейся части решетки радиатора
Возможно, вам понадобится снять часть решетки радиатора, чтобы обнаружить отверстие в трубе, а также отремонтировать ее.
Рекомендуется просушить радиатор, например, струей теплого воздуха. Но если приобретается холодная сварка, которую можно наносить на влажную поверхность, то сушка всей конструкции необязательна, хотя все же остается желательной.
Найдя отверстие, чтобы освободить пространство вокруг него, рекомендуется отшлифовать поверхность, на которую будет наноситься «холодная сварка», затем очистить ее от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Действовать нужно по инструкции, обычно находящейся на упаковке «холодной печати». Процесс подготовки жесткого двухкомпонентного варианта «холодной сварки» к работе.
Перед началом работы рекомендуется смочить руки водой — так клей будет меньше прилипать к ним.
Из клеевого бруска ножом вырезается необходимое количество массы. Отрезанный фрагмент энергично разминают пальцами до достижения эластичности и полной однородности. Поскольку компоненты, соединенные в «холодной сварке», различаются по цвету, необходимо следить за тем, чтобы оттенок смешанной массы также был идеально однородным. Пластичность, однородность и хорошо заметный нагрев смешанной массы — признак того, что клей готов к следующей операции.









Если для ремонта выбран двухкомпонентный жидкий вариант «холодной сварки», то необходимо взять определенное количество состава из трубок и хорошо перемешать в небольшой емкости или даже на некоторых поверхностях. Ингредиенты еще не настолько жидкие, что начинают стекать.
Следующим шагом будет нанесение клея на поврежденный участок. Все этапы работы следует проводить, не теряя времени, так как после смешивания некоторые клеи быстро начинают переходить в стадию полимеризации. Срок схватывания материала необходимо узнавать заранее из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к использованию может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — температуры, при которой проводились работы, толщины нанесенного слоя, а также особенностей самой «холодной сварки».
Следует отметить, что, по отзывам автовладельцев, иногда такой ремонт радиаторов системы охлаждения оказывается эффективнее аргонной сварки или «классической» пайки.
Таким же образом ремонтируется поврежденный топливный бак. Здесь даже проще, ведь чаще всего нужно обрабатывать открытую поверхность, без металлической сетки
Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара
Виды
Выше уже были перечислены разновидности холодной сварки в зависимости от консистенции. Любой производитель выпускает несколько разновидностей эпоксидной смолы, в зависимости от её применения:
- Клеящие составы для работы в экстремальных ситуациях. Они способны склеить металл даже под водой.
- Эпоксидные смолы для работы с автомобильными деталями.
- Универсальная холодная сварка. С помощью таких составов, можно соединять пластик, резину, металл, дерево, керамику.
Если говорить про склейку металлических деталей или листов, необходимо использовать эпоксидную смолу для работы с металлом. Она содержит в своём составе больше металлического наполнителя и делает шов прочнее.
Преимущества
- Материал обладает относительно низкой стоимостью, что делает его наиболее доступным из способов ремонта;
- Состав придает соединению высокие качества крепости и температурной стойкости, что незаменимо при использовании для автомобиля;
- Для таких целей подходит холодная сварка для металла, которая широко распространена на рынке;
- Время ремонта является относительно небольшим, так как занимает всего несколько минут самого процесса и около часа ожидания пока все засохнет;
- Может применяться также и для других металлических деталей в автомобиле;
- Поставляется в упаковках, в которых количество материала представлено с запасом.
Недостатки
- Есть риск подобрать неправильный состав или ухудшить его путем неправильного хранения;
- Надежность соединения уступает сварке, что может оказаться принципиально важным для некоторых случаев использования;
- Не подходит для масштабных ремонтных процедур;
- Токсична в применении, так что требует использования специальных средств индивидуальной защиты.
Подходящие марки
Задаваясь вопросом, можно ли холодной сваркой заварить глушитель, в первую очередь нужно обратить внимание, какой именно, ведь существует много различных марок, которые в той или иной степени подходят для этого дела. Одной из таких является холодная сварка для глушителя Abro Stell, которая производится в США
Она имеет следующие технические характеристики:
|
Параметр |
Значение |
| Испытание на сдвиг |
257 Н |
| Напряжение на отрыв |
5,9 МПа |
| Время первичного застывания |
1 час |
| Время сохранения пластичного состояния |
7 минут |
| Время полного застывания |
24 часа |
| Максимальная сила среза соединения |
1050 Н |
| Среднее напряжение среза |
2,39 МПа |
Помимо этого есть еще отечественный аналог, который даже превосходит эту известную марку по своим характеристикам. Это холодная сварка Титан, которая производится компанией Эльф Филлинг. Она поставляется в виде двух отдельных компонентов. Характеристики холодной сварки для глушителя этой марки выглядят следующим образом:
|
Параметр |
Значение |
| Испытание на сдвиг |
438 Н |
| Напряжение на отрыв |
95 МПа |
| Время первичного застывания |
20 час |
| Время сохранения пластичного состояния |
5 минут |
| Время полного застывания |
24 часа |
| Максимальная сила среза соединения |
1686 Н |
| Среднее напряжение среза |
4,04 МПа |
Выбор
Чтобы подобрать подходящую марку, следует обратить внимание на то, какую температуру она сможет выдержать. Глушитель часто нагревается, как и другие детали машины
Если температура нагрева будет очень близка к температуре плавления состава, то такой материал для ремонта не нужно использовать. Температура плавления должна быть намного выше фактической. В холодной сварке должен быть металлический наполнитель, так как это улучшает качество соединения с металлами. Крепость соединения относится к главным параметрам, так как постоянные вибрации и прочие нагрузки быстро повторят поломку, если соединение будет слишком слабым.
Инструкция по применению
Сначала металл следует очистить от возможных загрязнений, что можно сделать при помощи наждачной бумаги или щетки по металлу. Для обезжиривания подойдет растворитель содержащий спирт. Когда поверхность будет готова, можно приступать к смешиванию двух компонентов в общую смесь.
Когда оба компонента превратятся в одну однородную субстанцию, ее можно наносить на место повреждения, чтобы образовалась латка или подобие сварочного шва. Для улучшения надежности это место стоит обмотать жгутом, который создаст большее давление. Благодаря этому, соединение станет более крепким. Первый этап застывания закончится через 20-60 минут, после чего будет происходить полное застывание в течение оставшихся суток.










«Обратите внимание!Для ускорения данного процесса можно использовать фен.»
Характеристики и состав холодной сварки
Холодная сварка — это клеевая масса, которая, содержащая в своем составе один или два компонента. В рецепт входят следующие компоненты:
- Основа – эпоксидная смола, она призвана обеспечить его пластичной и однородность.
- Наполнитель – металлическая составляющая.
- Дополнительные вещества – сера и многие другие элементы.
Если выполнять такое соединение в лаборатории, то полученный шов может показать лучшие характеристики, чем соединение полученной традиционной сваркой. Но практика показывает, что эти прочностные параметры будут существенно хуже и поэтому холодную сварку применяют для проведения мелкого ремонта.
Если внимательно посмотреть на состав клея, то можно понять, для каких температурных режимов он предназначен.
Большинство представленных на рынке составов имеет предельную температуру 260 градусов. Но есть составы, не теряющие характеристики при температурах порядка 1300 градусов.
У каждой марки клея свое время затвердевания. И его можно разделить на две части – первичное и окончательное высыхание. Первичным можно назвать то, после которого состав теряет гибкость и становиться невозможным внесение изменений в нанесенную массу. В зависимости от марки и состава первичное время составляет 5 – 20 минут. Полное застывание происходит через 12 – 24 часа.
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.









.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Причины поломки глушителя и меры профилактики
Болезнь проще предупредить, чем потом заниматься её лечением. Такое утверждение справедливо и в отношении поломок автомобиля.
Конечно, всех нюансов на дороге избежать невозможно. Но зная об опасностях, которые грозят элементам выхлопной системы автомобиля, можно постараться профилактическими мерами отсрочить появления той или иной неисправности.
Если автомобиль используется постоянно, то рано или поздно проблемы с глушителем возникнут вне зависимости от качества материала, из которого изготовлена данная деталь. Располагаясь в нижней части авто эта деталь постоянно подвергается абразивному воздействию попадающего на её поверхность песка и камней. А если при движении автомобиля между колёсами оказывается достаточно габаритный твёрдый предмет, то от сильного удара глушитель может быть полностью разрушен.
Поэтому основное правило продления жизни агрегата — это осторожное вождение автомобиля. Глушитель соединяется с выхлопной системой посредством резьбовых соединений, поэтому если гайки будут недостаточно хорошо затянуты, эту деталь можно потерять во время движения автомобиля
Чтобы этого не произошло следует время от времени контролировать состояние резьбовых соединений этого элемента выхлопной системы
Глушитель соединяется с выхлопной системой посредством резьбовых соединений, поэтому если гайки будут недостаточно хорошо затянуты, эту деталь можно потерять во время движения автомобиля. Чтобы этого не произошло следует время от времени контролировать состояние резьбовых соединений этого элемента выхлопной системы.
Глушитель часто приходит в негодность от прогорания металла, но этот процесс полностью остановить невозможно. Немного замедлить выход из строя этой детали в результате термического и коррозионного воздействия можно только при обработке внутренней поверхности этой детали с помощью графитовой пропитки.
Если несмотря на все предпринятые профилактические меры глушитель прогорел или его корпус повредился в результате механического воздействия, то многих владельцев сразу начинает интересовать вопрос, как соединить трубы глушителя без сварки.
Выполнить такой ремонт можно в домашних условиях при помощи специального герметизирующего состава.
Ремонт глушителя холодной сваркой
Холодной сваркой называется двухсоставной клей, которым можно склеивать металлические изделия. Можно ли холодной сваркой заварить глушитель, ведь на эту деталь воздействует очень высокая температура выхлопных газов.
Клеевой состав холодной сварки хорошо переносит высокие нагрузки и температуру, поэтому при появлении прогара в глушителе, либо трещины от механического воздействия необходимо снять деталь с автомобиля и выполнить следующие действия:
- Тщательно очистить повреждённое место. Очистка осуществляется крупной наждачной бумагой или с применением насадок на дрель или «болгарку».
- Очищенный от ржавчины и нагара металл тщательно обезжиривается с помощью растворителя.
- На повреждённое место наносится холодная сварка. Для нанесения пластичного вида клея следует воспользоваться перчатками.
- После нанесения состава необходимо выждать около часа, а затем отполировать слой застывшего клея.
- Спустя сутки деталь можно будет установить на автомобиль и эксплуатировать без каких-либо ограничений.
Как использовать?
Когда поверхность и все материалы подготовлены обязательно одеваются специальные перчатки, и только потом, приступают к работе. Клей выдавливают и разминают руками в перчатках, перед этим смоченными в воде. Такая процедура длится около 3-х минут. Это нужно для того, чтобы клей нагрелся, потерял пластичность и затвердел. Когда цель достигнута, масса наносится на требуемую поверхность. Затем материалы или детали соединяются с обязательной фиксацией, с помощью зажимов, здесь можно импровизировать, взяв например, жгут. Застывать клей будет в течение часа или 20 минут, в зависимости от ситуации.
Виды холодной сварки
Высокотемпературная холодная сварка
Ее ключевое отличие от других видов, это способность переносить действие высокой температуры, до 1300 градусов.
Этот материал нашел свое применение в ремонтных работах изделий, которые работают в высокотемпературной среде, а применять традиционные сварочные технологии не представляется возможным. Свойства этого материала позволяют его использовать там, где существует контакт с пламенем. При этом под действием пламени, этот клей только прочнеет.
Высокотемпературная холодная сварка производится в двух формах:
Жидкого состава, в основе которого использована эпоксидная смола. Он твердеет после перемешивания его отвердителем.
Пластичного состава, представляющего собой пастообразную массу, определенной густоты и напоминает пластилин.
Этот материал обладает рядом несомненных достоинств:
- простота его применения;
- шов, полученный на месте ее использования, не окисляется и не корродирует;
- такой тип сварки способен переносить воздействия различных химических веществ;
- высокая скорость схватывания;
- экологическая безопасность.
Между тем, существуют определенные недостатки, присущие этому составу:
- низкая адгезия;
- не рекомендуется к использованию на ответственных узлах.
Так или иначе, термостойкий клей допустимо применять и в домашних, и производственных условиях.
Жидкая сварка
Другой тип – жидкая сварка. Ее в массовом порядке применяют не только для ремонта бытовой утвари, но и для ремонта автомобилей и другой техники.









Швы, получаемые из этого материала, предоставляют возможность на некоторое время забыть о существующих неполадках, которые связаны с автомашиной. Но автолюбитель должен помнить о том, что эксплуатировать отремонтированные детали длительное время нежелательно.
Это средство применяют при ремонте и восстановлении трубопроводной системы, которая может быть выполнена из металла или пластмассы. Правда, каким бы оно ни было надежным, при первом же случае необходимо использовать методы капремонта.
Плюсы и минусы
Такие составы имеют много преимуществ.
Среди наиболее значимых плюсов можно выделить несколько качеств.
- Двухкомпонентный стержень очень удобно применять.
- Стоимость материалов Mastix является вполне приемлемой, такая продукция имеется в разных магазинах.
- Эту смесь могут применять и начинающие мастера. Для ее использования не нужны какие-либо особые знания и навыки.
- Производитель предлагает несколько разновидностей такой продукции. Потребители могут приобретать как универсальные составы, так и сварку для каких-либо конкретных материалов.
- Такой материал обеспечивает высокую прочность соединения.


У холодной сварки Mastix есть не только положительные, но и отрицательные качества, однако многие покупатели в отзывах называют их незначительными.
- Размешав материал, следует убедиться в том, что в нем нет комков. В противном случае потом может возникнуть необходимость в переделывании работы.
- Такой состав довольно долго сохнет.
Советы по применению холодной сварки
В частной жизни способ чаще всего используют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгие годы, не требуя замены.
К сожалению, радиатор таким образом удастся только временно подлатать, чтобы доехать до сервиса своим ходом. Постоянно пользоваться им будет нельзя. Если место течи установить не удается, то можно опустить радиатор в ванну с водой. Выходящие пузырьки укажут место течи.
Для ремонта глушителя надо выбрать высокотемпературную марку. Если в инструкции указана комнатная температура применения, то для начала работ ремонта следует дождаться остывания детали.
Если вы ремонтируете отопительную систему, то следует выбрать состав, выдерживающий длительный контакт с водой. Следует помнить, что метод подходит для ремонта небольших отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Не стоит пытаться заменить марку, разработанную для конкретного материала, на ту, что есть под рукой. Наполнитель должен точно соответствовать склеиваемым материалам, иначе о прочности шва можно будет забыть.
Обзор лучших производителей
Poxipol
Холодная сварка Poxipol – универсальный двухкомпонентный ХС.
В основном используется при соединении различных материалов. Получаемый шов не отличается от металлосварного.
В тубе А – эпоксидка, модификатор и наполнитель.
В тубе В – третичный амин, наполнитель и меркаптановая смола (отвердитель).
.
.
Для повышения прочности добавляют металлическую стружку.
.
При склеивании деталей их сжимают на несколько минут. Для устранения мелких дефектов сжимание не требуется. Через 10 минут после склеивания нельзя корректировать положение склеенных деталей – это ухудшит качество шва.
.
Застывшие швы выдерживают контакт с кислотами, даже серной и соляной.
Швы сохраняют эластичность.
Продолжительная эксплуатация в любой среде.
Шов плохо переносит вибрацию, длительный контакт с пламенем.
Смесь достаточно дорога – от 250 до 630 руб.
.
Penosil
Холодная сварка Penosil – двухкомпонентная на эпоксидной основе.
. .
Существует в 4-х видах: для пластика, металла, дерева, работ под водой.
Чаще применяется в домашних условиях для экстренных реставрации и ремонта.
Цены от 270 до 300 руб.
.
Zollex
Холодная сварка Zollex – необходимый состав для каждого автомобилиста. Ею можно устранить любые пробои и прорывы в авто. Для ремонта не потребуется сливать воду, бензин, масло.








Очень демократичные цены – до 50 руб.
Алмаз
Холодная сварка Алмаз – отечественного производства. Универсальна, имеет как удобные моменты в работы, так и не очень.
Удобна фасовка в цилиндрики самых разных объёмов. Неудобна же необходимость мочить холодной водой руки, вследствие липкости белой наружной основы (серая сердцевина).
Кроме отвердителя и эпоксидки содержит минеральный и металлический наполнители.
Плюсы общие для ХС.
Минусы:
• высохший состав хрупок и ломок;
• не достаточно прочен;
• в случае появления комочков при нанесении сразу падает качество;
• к сухой поверхности может прилипнуть;
• срок эксплуатации невелик.
.
Для автомобилей применяется специальный подвид – для ремонта маленьких деталей, сколов.
И есть клей для сантехники – влаго- и термостойкий.
.Цены от 50 до 80 руб.
.
Alteco
Холодная сварка Alteco – сингапурского производства. Двухкомпонентный на эпоксидной основе состав. Не боится влаги, огня, кислот. Быстро затвердевает – 3-5 минут.
Цена от 25 до 45 руб
Линейка довольно разнообразна.
QUICK – двухкомпонентная.
Особенность: суперпрочная поверхность. Применяется и на производстве и в быту. Акцент на металлы, быстрое застывание – 3-5 минут.
Epo Putty А+B – двухсоставная.
Особенность: высокотемпературная. Акцент на бетон, кирпич, прочие стройматериалы. Застывает сравнительно долго – от 30 мин до 2-3 часов.
CLEAR – прозрачный, создаёт суперпрочную поверхность. Застывает быстро – 3-5 мин.
Цены от 50 до 185 руб.
.
Nowax
Холодная сварка Nowax использует разные названия: Быстрая сталь Nowax, Быстрый пластик Nowax… ИЗ названий видна основная область применения.
Цены от 160 руб. и выше.
.
Рекомендуем:
 Монтаж счетчика воды своими руками: инструкция и каких ошибок лучше избегать
Монтаж счетчика воды своими руками: инструкция и каких ошибок лучше избегать
 Солнечные батареи для отопления дома: виды, как выбрать и правильно их установить
Солнечные батареи для отопления дома: виды, как выбрать и правильно их установить
 Расчет сечения кабеля по току: используем калькуляторы и таблицы для расчета
Расчет сечения кабеля по току: используем калькуляторы и таблицы для расчета
 Способы соединения электрических проводов: виды соединений + технические нюансы
Способы соединения электрических проводов: виды соединений + технические нюансы
 Настил деревянного пола своими руками: пошаговая инструкция по самостоятельному монтажу
Настил деревянного пола своими руками: пошаговая инструкция по самостоятельному монтажу
 Какой материал лучше выбрать для стен дома?
Какой материал лучше выбрать для стен дома?
 Разводка (замена) труб в квартире, доме
Разводка (замена) труб в квартире, доме
 Подложка под паркетную доску
Подложка под паркетную доску
 Как сделать лестницу на второй этаж своими руками
Как сделать лестницу на второй этаж своими руками
 Чем обшить деревянный дом снаружи: лучшие виды материалов и технологии их монтажа
Чем обшить деревянный дом снаружи: лучшие виды материалов и технологии их монтажа
