Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима
Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Причины уникальности ПЭ
Можно говорить о заметной жесткости полиэтиленовых труб высокой плотности. Это объясняется крепкой связью данного продукта на молекулярном уровне. По этой причине производство считается крайне прочным.
Основное преимущество ПЭ низкого давления – это то, что он изготовлен из нефти. Такой материал устойчив к низким температурам, не выбрасывает в окружающую среду вредных веществ и не считается опасным для людей.
Согласно назначению, выделяют такие виды трубопровод из высокоплотного ПЭ:
- Технический (используется в канализации, при газоснабжении и изготовлении кабеля);
- Пищевой (применим при конструкции питьевых элементов).
В зависимости от способа соединения существуют разъемные (легко разбираются после пайки) и неразъемные (их отсоединить невозможно, применимы при высоком давлении).
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник
Нюансы монтажа полиэтиленовых труб
Укладка ПЭ трубы змейкой Для полиэтиленовых труб, как и для других материалов, характерно наличие температурного расширения и сжатия. Таким изменениям линейных размеров менее подвержены трубы разного диаметра, которые размещают в траншеях и засыпают грунтом. Чтобы компенсировать расширения труб, можно также применять при монтаже коммуникаций укладку «змейкой».
При прокладке труб необходимо учитывать возможное снижение гибкости изделий в условиях низких температур и не допускать уменьшение радиусов изгиба. В таблице указаны минимальные значения этого параметра для труб разных диаметров и показатели температуры окружающего воздуха.
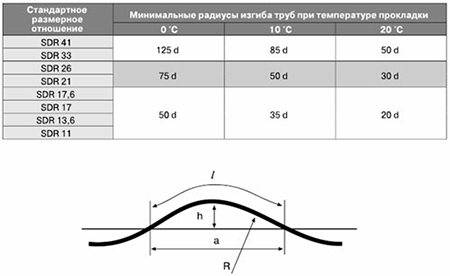
Радиусы изгиба труб из полиэтилена
Геометрические параметры дуги при радиусе 1
Инструменты и приборы
Спайка утюгом
Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.









Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Спайка паяльником
Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Цена монтажа водопровода из полиэтиленовых труб
При определении стоимости работ необходимо принимать во внимание множество нюансов. На цену монтажа водопровода из полиэтиленовых труб влияют следующие факторы:
- Длина магистрали, площадь помещения;
- Диаметр полиэтиленовых труб для водопровода;
- Количество подключаемых сантехнических приборов;
- Сложность проекта водопровода, особые пожелания заказчика;
- Отсутствие удобств при выполнении монтажных работ;
- Варианты прокладки трассы — скрытая или открытая;
- Расположение объекта от места проживания мастера;
- Качество используемого материала — на второсортные изделия приходится тратить больше сил и времени;
- Тип разводки;
- Способ крепления кусков полиэтиленовых труб между собой;
- Наличие на месте выполнения работ электроэнергии.
Стоимость строительных работ можно снизить, если дорогостоящее оборудование взять в аренду. Расценки на аренду оборудования в строймагазинах невысокие, зато вы сможете пользоваться высококачественными приспособлениями.
Цена монтажа водопровода из полиэтиленовых труб в Украине:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 105-250 грн. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 110-300 грн. за стык |
| Монтаж магистрали диаметром 20-32 мм | 15-40 грн./п.м. |
| Крепление труб | От 12 грн. точка |
| Монтаж шарового крана | От 30 грн. точка |
| Штробление для скрытия труб в стене | 70-150 грн./п.м. |
Цена монтажа водопровода из полиэтиленовых труб в России:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 300-600 руб. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 300-800 руб. за стык |
| Монтаж магистрали диаметром 20-32 мм | 250-300 руб./п.м. |
| Крепление труб | От 80 руб. точка |
| Монтаж шарового крана | От 150 руб. точка |
| Штробление для скрытия труб в стене | 350-800 руб/п.м. |
Как сделать водопровод из полиэтиленовых труб — смотрите на видео:
Монтажные работы по строительству магистрали из полиэтиленовых труб можно выполнять самостоятельно от начала до конца, сэкономив средства и время. При соблюдении всех правил сборки конструкция обеспечит надежную подачу воды в течение длительного времени. Ее можно пить без опаски, она будет без запаха и приятной на вкус.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.







При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
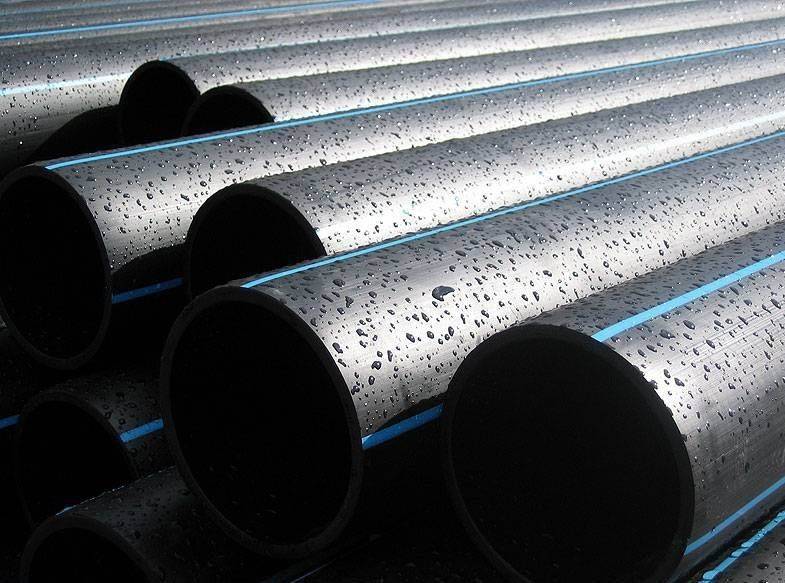
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
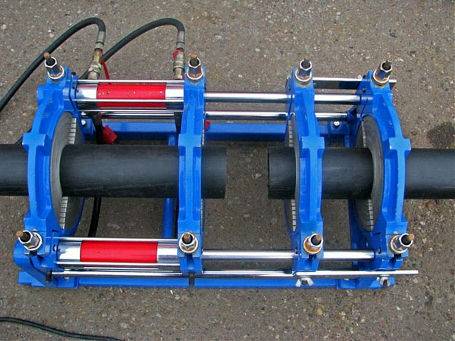
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Типы сварки ПЭ труб, условия применения
Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- Электромуфтовая. Для спайки туб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
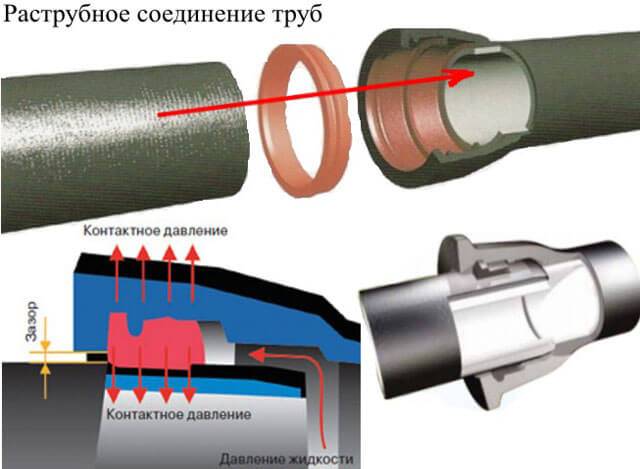
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома.
- Стыковая. Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Как соединить сшитый полиэтилен
Выбор способа соединения труб PEX зависит от давления в системе и температуры воды (теплоносителя). Учитываются возможные скачки давления. Для центрального водопровода этот показатель – 2,5-7,5 бар. В автономном отоплении давление – до 2 бар. В централизованном оно может достигать 8 бар.










Сшитый полиэтилен для отопления можно соединять такими способами:
- Обжимной. Самый простой метод, применяется для водопроводных систем. Обжимные фитинги состоят из трех частей – гайки, разрезного кольца и штуцера.
- Прессовочный. Используется свойство усадки. Соединительная муфта состоит из пресс-кольца и штуцера. Дополнительно нужен расширитель и ручной пресс.
Монтаж компрессионными фитингами
Соединение трубы для водоснабжения делают компрессионными фитингами. Они изготавливаются из
Компрессионный фитинг
пищевой латуни. Этот материал обладает высокой стойкостью к вымыванию цинка. Альтернатива- соединители из полифенилсульфона (PPSU). Они применяются для скрытого монтажа, так как обладают прочной конструкцией.
Особенности монтажа:
- Минимум инструментов – два газовых ключа, труборез.
- Для фиксации нужна только мускульная сила.
- Простой демонтаж, что удобно для создания временных трубопроводов.
Для соединения обжимную гайку устанавливают на конец трубы. Затем монтируют разрезное кольцо. Штуцер нужно вставить до упора. Обжимную гайку накручивают на фитинг
Важно не пережать, контролируя мускульное усилие
Соединение электросварными фитингами
Для сварки сшитого полиэтилена нужны специальные фитинги. Они изготавливаются из полиэтилена марок ПЭ-80, ПЭ-100. Внутри расположены нагревательные элементы в виде спиралей. На внешней части конструкции есть два соединителя для подключения электрических контактов. При прохождении тока спирали нагреваются, материал труб и фитинга сваривается.
 Электросварной фитинг
Электросварной фитинг
Порядок использования электросварных фитингов.
- Зачистка внешней части трубопровода, расстояние – меньше половины фитинга с каждой стороны трубы.
- Установка муфты до внутреннего ограничителя.
- Монтаж контактов сварочного аппарата.
- Выбор режима, зависит от вида PEX, диаметра и толщины магистрали.
После выключения сварочного аппарата контакты нужно отсоединить. Торцевая сварка для труб небольшого диаметра и толщины стенки недопустима. Она не обеспечит должного качества и надежности соединения.
Обжимной метод
Соединение механическое, но отличается от компрессионного способа. Особенность обжимных муфт – формирование неразъемного соединения. Дополнительные инструменты – цанговый расширитель и пресс-фитинг. Простой способ монтажа – установка муфты на конец трубы и прессование. Но такой метод не гарантирует надежности.
Альтернативный метод установки обжимной муфты.
Соединение обжимом
- Пресс-кольцо надевается на трубу.
- В раструб вставляется расширитель, увеличивая диаметр трубы до размеров фитинга.
- Вместо расширителя монтируют штуцер.
- На конструкцию натягивается кольцо и обжимается механическим или пневматическим прессом.
Если после проверки системы обнаружена протечка или другие дефекты, для демонтажа нужно полностью удалить соединительный узел. Поэтому рекомендуется оставить небольшой запас длины в местах монтажа муфт.
Какой способ лучше
Для организации системы водоснабжения или отопления с открытым монтажом трубопроводов можно выбрать компрессионные муфты. Это обслуживаемые соединения, их нужно периодически подкручивать для надежности. Они же используются для прокладки временных магистралей.
Обжимной метод можно применять для скрытого монтажа. Но окончательную укладку и скрытие трубопроводов делаю после проверки целостности системы. Она должна проработать при максимальном давлении несколько часов. После этого проверяют целостность и герметичность соединений.
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
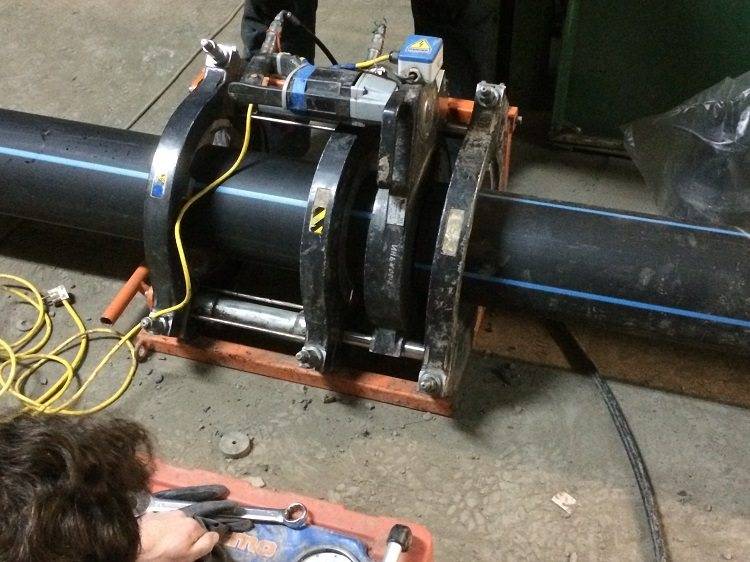
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.

Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.









Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.

Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
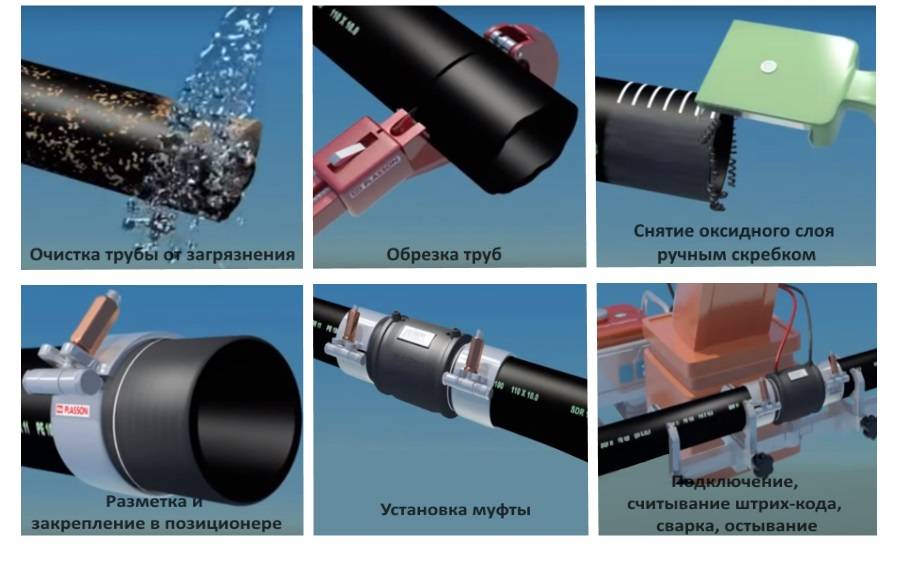
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.
Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Сварка полиэтиленовых труб встык
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой. Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице 1.









Таблица 1. Допустимая величина зазора между обработанными торцами свариваемых труб
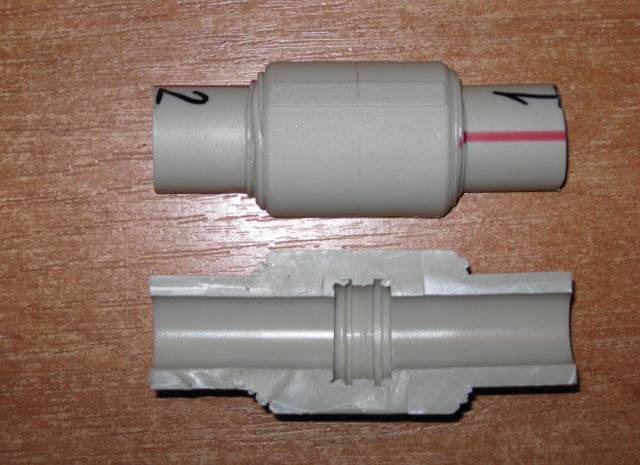
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента, как показано на рис. 2 и 3. Во время цикла «оплавление» (рис. 2) происходит образование первичного грата. Во время цикла «нагрев» (рис. 3) тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем). Затем нагревательный элемент удаляется из области сварки как показано на рис. 4 (цикл «удаление нагревателя»). Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы. Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки. Во время цикла «сварка» (рис. 5.) образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла «оплавление торцов», как показано на рис. 5. Во время заключительного цикла «охлаждение» (рис. 6) происходит осадка стыка и стык приобретает максимальную прочность. После соединения должен появиться симметричный буртик (см. рис. 6). Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Соединение труб при помощи контактной (стыковой) сварки
Данный метод можно считать одним из самых часто используемых для соединения полиэтиленовых труб низкого давления. Технология подразумевает закрепление в специальных зажимах изделий, подлежащих свариванию. Устанавливаются такие фиксаторы на общих направляющих. После этого осуществляется процесс торцевания с использованием определенных пил.
Далее, после того, как торцы будут обработаны, их нагревают при помощи электронагревателя. Длится такой процесс до тех пор, пока полиэтилен не приобретет достаточной вязкости, чтобы его можно было без проблем сжимать при помощи гидравлического приспособления. Соединение между собой расплавленной массы обеспечивает качественную и герметичную стыковку труб ПНД на молекулярном уровне.
Благодаря контактной сварке удается сберечь высокую гибкость труб без ущерба для прочностных характеристик. А категория применяемого оборудования определяет качество будущего соединения. Максимально качественное готовое соединение обеспечит сварочный аппарат, у которого будет больше всего возможностей, то есть он сможет лучше контролировать прогрев и правление полиэтилена.
Для правильного соединения труб ПНД следует воспользоваться такой инструкцией:
- Проверьте, чтобы все трубы были правильной формы. Для наилучшего прилегания стыков после среза, зачистите их и подравняйте.
- Правильно разместите в сварочном аппарате трубы, чтобы стыки стали четко друг напротив друга, то есть осуществите центровку деталей на одной оси.
- Подведите нагреватель, чтобы он разместился между кромок, после чего включите аппарат, нажав на соответствующую кнопку. Через некоторое время окончания труб начнут понемногу оплавляться.
- Уберите нагревательный элемент, после чего состыкуйте торцы с небольшим усилием. Удерживайте их в таком положении, пока материал окончательно не затвердеет. Этот процесс будет сопровождаться выдавливанием небольшого количества расплавленного полиэтилена в месте стыковки труб. В результате мы получим сварной шов.
Аппараты для такого метода стыковки существуют гидравлического и механического типа. Первый вариант относится к профессиональному оборудованию, что потребует от оператора некоторых навыков по работе с ним.
Более того, для оперирования таким аппаратом нужна определенная квалификация, так как все работы должны проводиться быстро, при максимальной аккуратности, четко следуя всем технологическим правилам.
Рекомендуем:
 Виды раздвижных дверей и особенности их конструкции
Виды раздвижных дверей и особенности их конструкции
 Монтаж счетчика воды своими руками: инструкция и каких ошибок лучше избегать
Монтаж счетчика воды своими руками: инструкция и каких ошибок лучше избегать
 Планировка дачного участка 6 соток
Планировка дачного участка 6 соток
 Разводка (замена) труб в квартире, доме
Разводка (замена) труб в квартире, доме
 Беседки своими руками из дерева: подборка идей и подробный инструктаж по сборке
Беседки своими руками из дерева: подборка идей и подробный инструктаж по сборке
 Делаем навес (козырек) над крыльцом частного дома
Делаем навес (козырек) над крыльцом частного дома
 Способы соединения электрических проводов: виды соединений + технические нюансы
Способы соединения электрических проводов: виды соединений + технические нюансы
 Фотообои в интерьере: секреты создания живого дизайна
Фотообои в интерьере: секреты создания живого дизайна
 Расчет сечения кабеля по току: используем калькуляторы и таблицы для расчета
Расчет сечения кабеля по току: используем калькуляторы и таблицы для расчета
 Патрон для лампочки: принцип устройства, виды и правила подключения
Патрон для лампочки: принцип устройства, виды и правила подключения