Преимущества и недостатки
Достоинства:
- низкая трудоемкость исследований, контролирует соединения один человек в течение нескольких минут;
- безопасность проведения контроля, только радиационная диагностика предполагает влияние вредных факторов;
- разнообразие контролирующих приборов, для основных методов дефектоскопии выпускают мобильные дефектоскопы;
- разнообразие контролируемых объектов: проверяют плоские, объемные детали, трубы;
- контроль швов, произведенных любым видом сварочного аппарата.
Недостатки:
- у каждого из методов существуют определенные ограничения по применению, ввиду выявляемых изъянов;
- необходимость использования специальных реагентов, расходных материалов;
- приходится специально подготавливать исследуемые поверхности;
- контролируемые фрагменты после диагностики необходимо дополнительно обрабатывать антикоррозионными средствами, при снятии окалины, оксидной пленки защитные свойства металла ухудшаются.
Пенетранты

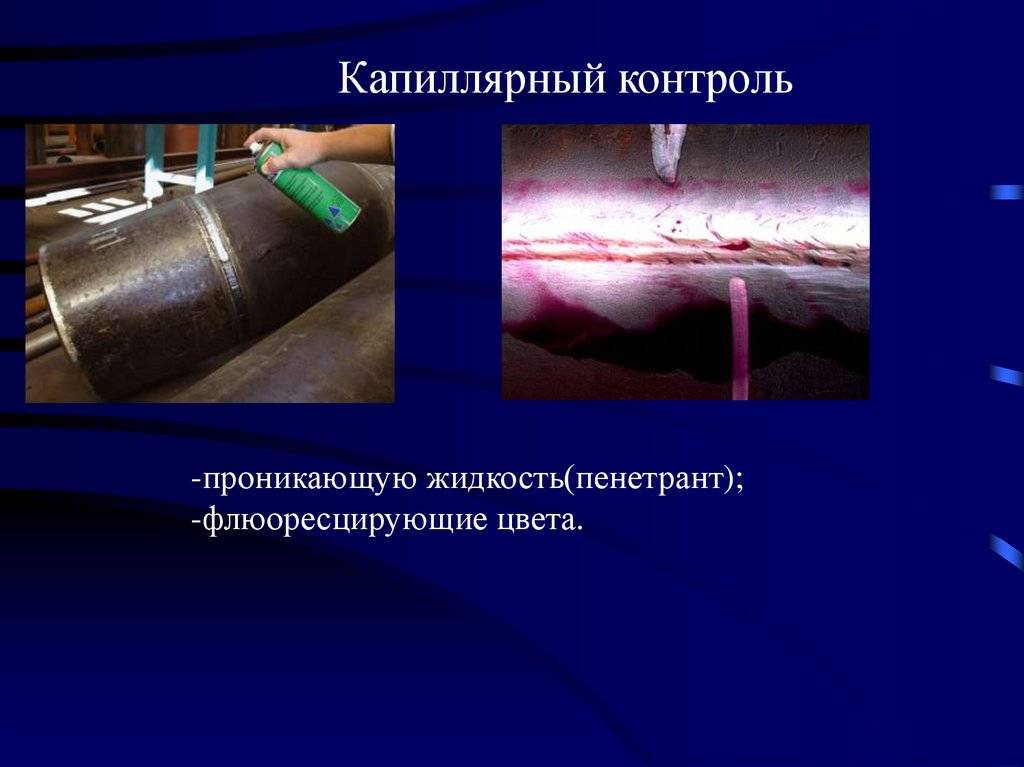
С английского это слово переводится, как впитывающий. В настоящее время существует более десятка составов пенетрантов (водные или на основе органических жидкостей: керосин, масла и так далее). Все они обладают малым поверхностным натяжением и сильной цветовой контрастностью, что позволяет их легко увидеть. То есть, суть метода такова: наносится пенетрант на поверхность сварочного шва, он проникает внутрь, если есть дефект, окрашивается с этой же стороны после очистки нанесенного слоя.
Сегодня производители предлагают разные проникающие жидкости с разным эффектом обнаружения изъяном.
- Люминесцентные. Из названия понятно, что в их состав входят люминесцентные добавки. После нанесения такой жидкости на шов нужно посветить на стык ультрафиолетовой лампой. Если дефект есть, то люминесцентные вещества будут отсвечивать, и это будет видно.
- Цветные. В состав жидкостей входят специальные светящиеся красители. Чаще всего это красители ярко-красные. Они хорошо видны даже при дневном свете. Наносите такую жидкость на шов, и если с другой стороны появились красные пятнышки, то дефект обнаружен.
Есть разделение пенетрантов по чувствительности. Первый класс – это жидкости, с помощью которых можно определить дефекты с поперечным размером от 0,1 до 1,0 микрона. Второй класс – до 0,5 микрон. При этом учитывается, что глубина изъяна должна превосходить его ширину в десять раз.
Наносить пенетранты можно любым способом, сегодня предлагаются баллончики с этой жидкостью. В комплект к ним прилагаются очистители для зачистки дефектуемой поверхности и проявитель, с помощью которого выявляется проникновение пенетранта и показывается рисунок.
Как это надо делать правильно.
- Шов и околошовные участки необходимо хорошо очистить. Нельзя использовать механические методы, они могут стать причиной занесения грязи в сами трещины и поры. Используют теплую воду или мыльный раствор, последний этап – очистка очистителем.
- Иногда появляется необходимость протравить поверхность шва. Главное после этого кислоту убрать.
- Вся поверхность высушивается.
- Если контроль качества сварных соединений металлоконструкций или трубопроводов проводится при минусовой температуре, то сам шов перед нанесением пенетрантов надо обработать этиловым спиртом.
- Наносится впитывающая жидкость, которую через 5-20 минут надо удалить.
- После чего наносится проявитель (индикатор), который из дефектов сварного шва вытягивает пенетрант. Если дефект небольшой, то придется вооружиться лупой. Если никаких изменений на поверхности шва нет, то и дефектов нет.
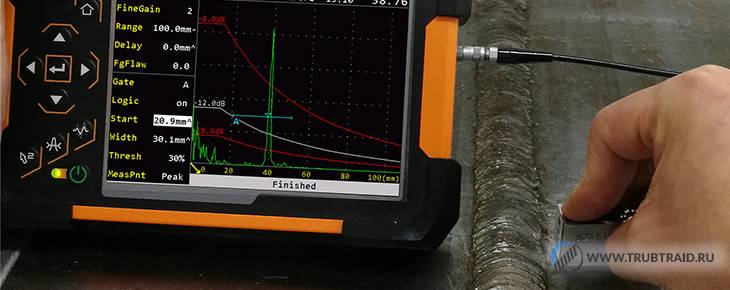
Методика проведения УЗК
Несмотря на существование нескольких методик ультразвуковой дефектоскопии их проведение практически схоже и различается лишь в наборе диагностического оборудования. Так, проведение процедуры дефектоскопии можно описать следующей последовательностью:
- Производиться тщательная подготовка исследуемой поверхности путем механического удаления остатков шлака, краски и ржавчины со сварочного шва. Вдобавок очищают полосы по 50 мм с обеих сторон от него.
- Место проведения дефектоскопии обильно покрывают жидкой массой в виде воды, минеральных масел или густых специальных клейстеров — это необходимо для возможности беспрепятственного прохождения ультразвуковых волн.
- Производиться предварительная настройка прибора на определенную методику, рассчитанную на решение конкретных задач.
- Пьезоэлектрический преобразователь УЗК последовательно начинают перемещать по зигзагообразной траектории по сварочному шву.
- После получения устойчивого сигнала необходимо периодически поворачивать пьезоэлектрический преобразователь в разные стороны вокруг своей оси так, чтобы получить на экране прибора сигнал с максимальной четкостью изображения.
- При обнаружении дефектов их фиксируют и записывают соответствующие координаты.
- При необходимости, ультразвуковой контроль сварных швов проводят в один или несколько проходов.
- Полученные результаты дефектоскопии заносятся в журнал проверки.
Оборудование и расходники для магнитопорошкового метода контроля
Прежде всего, не обойтись без индикаторных материалов – порошков, суспензий, готовых аэрозолей, магнитогуммированных паст и пр. Последние представляют собой затвердевающую консистентную смесь из ферромагнитного порошка, пластификаторов и вспомогательных добавок. Изготавливаются на основе хлоркаучука и полимеров. Предназначаются для труднодоступных участков.
Для магнитопорошкового метода контроля используются
порошки естественного (чёрного либо красно-коричневого) цвета, а также окрашенные в более контрастные тона – жёлтый, красный, белый и пр. Отдельная категория – люминесцирующие материалы для получения более чётких и ярких индикаторных рисунков.
Порошок не должен неприятно пахнуть, а химический состав не должен быть токсичным. Выявляющую способность периодически проверяют при помощи профильных СИ и контрольных образцов.
Что касается аппаратуры, то для магнитопорошкового контроля предусмотрены следующие виды оборудования:
- дефектоскопы. Бывают стационарные и переносные, универсальные и специализированные (к примеру, галтелей малого радиуса). В отдельную группу можно выделить автоматизированные системы МПД на производствах, где собственно дефектоскоп – лишь один из модулей, а поиск и распознавание дефектов осуществляет специальная система;
- намагничивающие устройства (соленоиды, электромагниты, «ярмо») и размагничивающие устройства;
- средства измерения магнитных полей напряжённости и индукции (включая магитометры и гауссметры);
- ультрафиолетовые светильники и приборы для проверки уровня освещённости;
- контрольные образцы – для оценки качества порошков, концентратов, паст и суспензий, калибровки и настройки дефектоскопов (в первую очередь, МО-4);
- магнитные индикаторные полоски;
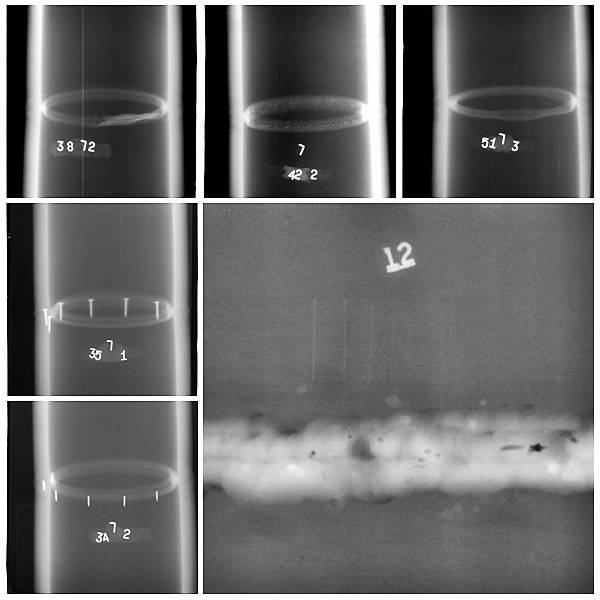
- ASTM-колбы для оценки концентрации взвешенных магнитных частиц в жидких растворах;
- приспособления для осмотра индикаторных следов – лупы, эндоскопы, зеркала и т.д.
Требования к дефектоскопам для магнитопорошкового контроля содержатся в ГОСТ Р 53700-2009. При выборе модели учитывают поддержку способов СОН и/или СПП, напряжение питания, минимальное и предельную величину намагничивающего тока, его вид, плавность регулировки и т.д.
В качестве альтернативы дефектоскопам используются более компактные портативные электромагниты и соленоиды. Дополнительно к ним рекомендовано применять блок регулирования тока.
Требования к сварным соединениям (швам) и изображения сварных швов
| Кратер – причиной является обрыв дуги |
Поры появляются при загрязнения краев металла, быстрое охлаждение шва или быстрая скорость сварки.
Несплавление –это причина не достаточной чистоты кромок
Включения шлака – это последствия малого сварного тока.
Неправильная постановка и удаленность электрода от шва влечет за собой наплывы.
Маленькая пластичность металла и появление закалочных структур приводит к появлению свищей.
Подрез самый распространённый дефект появляется при большой дуге и сильном сварочном токе
Непровар –это последствие превышенной скорости сварки, наличие гряздных кромок.
Неравномерный шов – это неправельный режим сварки, неправильное положение электрода.
Превышенное наличие серы и фосфора, резкий перепад температуры приводят к образованию трещин
Условным обозначением сварных соединений на чертежах является “X”
ГОСТы на ультразвуковой контроль
Всего существует около 30 нормативных документов, которые определяют порядок проведения испытаний или обследований, применяемое оборудование и др.
Перечислим некоторые действующие на данный момент ГОСТы по ультразвуковому контролю:
- ГОСТ Р 55724-2013 — Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
- ГОСТ 8.502-84 — Толщиномеры покрытий. Методы и средства поверки.
- ГОСТ Р 55725-2013 — Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования.
- ГОСТ 28702-90 — Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
- ГОСТ Р 55809-2013 — Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерений основных параметров.
- ГОСТ 27750-88 — Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытий.
- ГОСТ 23858-79 — Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки.
- ГОСТ 17624-87 — Бетоны. Ультразвуковой метод определения прочности.
- ГОСТ 24983-81 — Трубы железобетонные напорные. Ультразвуковой метод контроля и оценки трещиностойкости.
- ГОСТ 26266-90 — Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования.
- ГОСТ 12.1.001-89 — Межгосударственный стандарт. Система стандартов безопасности труда. Ультразвук. Общие требования безопасности.
- ГОСТ Р ИСО 10332-99 — Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности.
- ГОСТ 24507-80 — Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии.
- ГОСТ ИСО 4386-1-94 — Подшипники скольжения металлические многослойные. Неразрушающие ультразвуковые испытания соединения слоя подшипникового металла и основы.
- ГОСТ 21397-81 — Контроль неразрушающий. Комплект стандартных образцов для ультразвукового контроля полуфабрикатов и изделий из алюминиевых сплавов. Технические условия.
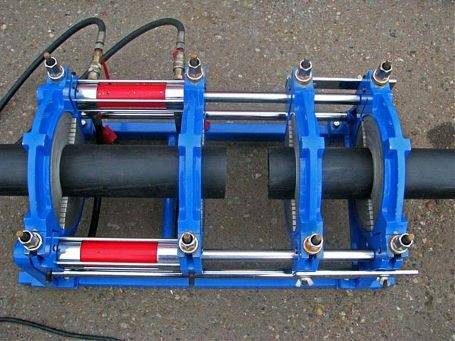
Оборудование для дефектоскопии трубопроводов
Современные технологии дефектоскопии – это, в основном, внутритрубная диагностика. Для этого используется специальное оборудование, которое называется внутритрубные дефектоскопы. Они помещаются внутрь трубопровода и доводятся до требуемых участков, где самостоятельно проводят контроль. Многие из них снабжены камерами: фото и видео.










С их помощью определяют:
- форму поперечного сечения трубы;
- наличие коррозии;
- вмятины;
- произошло ли утончение металла и прочие изъяны.
Некоторые аппараты двигаются по трубопроводу за счет перемещаемого потока. Некоторые за счет установленного электродвигателя. Внутри есть датчики, функция которых – накапливать и сохранять полученную информацию.
Внутритрубная дефектоскопия магистральных трубопроводов – это технология, которая позволяет не использовать аппаратуру, ведущую систематические исследования. При этом скорость контроля выше всех известных методов дефектоскопии. Но используется этот вариант только в трубопроводах большого диаметра.
Исследования трубопроводов этим методом проводится в несколько этапов:
- подготовка, она же диагностика;
- очистительные мероприятия внутреннего пространства трубопровода;
- калибровка – это обеспечение внутренней проходимости труб;
- использование профилемера – так обследуются изгибы, повороты и прочие неровности;
- применение ультразвуковой дефектоскопии и магнитной;
- определение безопасности работы трубопровода.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на . Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.









Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Проектирование системы автоматизации отопления
Оборудование и алгоритмы проекта автоматизации систем отопления выполняется по технологии разработчиков системы отопления.
Типовой состав проекта может быть следующим:
- Общие данные;
- Структурные схемы, при необходимости;
- Задание на программирование системы;
- Функциональные схемы автоматизации для каждой из подсистем – по ним будут собираться щиты автоматизации;
- Схемы связи контроллеров системы автоматизации;
- Схемы соединений со смежными системами автоматизации;
- Схемы внешних соединений для щитов автоматизации (фактически это таблица соединений);
- Принципиальные электрические схемы щитов автоматизации, двигателей насосов, управления клапанами;
- Принципиальные схемы питания щитов автоматизации;
- План расположения оборудования и проводок систем автоматизации;
- Кабельные журналы;
- Монтажные схемы;
- Спецификация оборудования и проводок.
Физические основы магнитной дефектоскопии
Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии дефектов в намагниченных сварных соединениях из ферромагнитных материалов. Магнитный поток Ф, проходящий через поверхность, расположенную перпендикулярно силовым линиям однородного магнитного поля, равен произведению магнитной индукции В на площадь этой поверхности.
Способность металла намагничиваться характеризуют абсолютной магнитной проницаемостью. Отношение абсолютной магнитной проницаемости материала к магнитной постоянной называется относительной магнитной проницаемостью и обозначается μ. Эта безразмерная величина показывает, во сколько раз напряженность результирующего поля в намагниченной среде больше напряженности поля, создаваемого током той же силы в вакууме.
В зависимости от значения µ все металлы подразделяются на три группы:
- диамагнитные (медь, цинк, серебро и др.), у которых μ на несколько миллионных или тысячных долей меньше единицы;
- парамагнитные (марганец, платина, алюминий и др.), у которых μ на несколько миллионных или тысячных долей больше единицы;
- ферромагнитные (железо, никель, кобальт и гадолиний, а также некоторые сплавы металлов), у которых μ достигает десятков тысяч.
Магнитные методы контроля могут использоваться только для деталей, выполненных из ферромагнитных материалов. Ферромагнитные свойства металлов обусловлены наличием внутренних молекулярных токов, создаваемых в основном за счет вращения электронов вокруг собственной оси. В пределах малых объемов (10-8… 10-3 см3) элементарных областей (так называемых доменов), магнитные поля молекулярных токов образуют результирующее поле домена.
Если внешнее магнитное поле отсутствует, то магнитные поля доменов, направленные произвольно, компенсируют друг друга. Суммарное поле доменов в этом случае равно нулю, и деталь оказывается размагниченной (рис. 32, а).
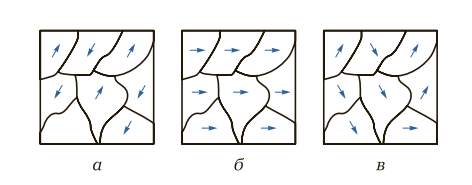
Рис. 32. Ориентация доменов в ферромагнитных материалах: а — размагниченном; б — намагниченном до индукции насыщения; в — с остаточной намагниченностью
Если на металл действует внешнее магнитное поле, то под его влиянием поля отдельных доменов устанавливаются по направлению внешнего поля одновременно с изменением границ между доменами. В результате образуется общее магнитное поле доменов, и металл оказывается намагниченным (рис. 32, б). При намагничивании магнитное поле доменов в контролируемом металле накладывается на внешнее магнитное поле.
Магнитный поток, распространяясь по сварному соединению и встречая на своем пути дефект, огибает его, так как магнитная проницаемость дефекта значительно (примерно в 1 000 раз) ниже магнитной проницаемости основного металла. Вследствие этого часть силовых линий магнитного поля вытесняется дефектом на поверхность, и образуется местный магнитный поток рассеяния (рис. 33). Дефекты, которые вызывают возмущение в распределении силовых линий магнитного поля без образования местного потока рассеяния, невозможно обнаружить методами магнитной дефектоскопии.
Возмущение магнитного потока тем сильнее, чем большее препятствие представляет собой дефект. Так если дефект расположен вдоль направления силовых линий, то возмущение магнитного потока невелико, в то время как аналогичный дефект, расположенный перпендикулярно или наклонно по отношению к направлению магнитного потока, создает значительный поток рассеяния.
Рис. 33. Распределение магнитного потока Ф по сечениям сварных швов без дефектов (а) и с дефектом (б)
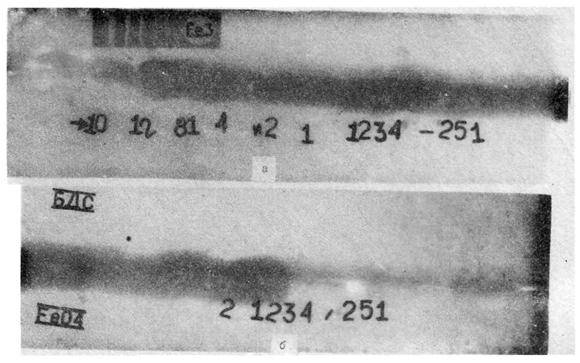
В зависимости от способа регистрации магнитного потока рассеяния различают следующие магнитные методы контроля: магнитопорошковый, магнитографический, феррозондовый и магнитополупроводниковый. Для дефектоскопии сварных швов применяются в основном первые три метода, в которых магнитные потоки рассеяния выявляются соответственно с помощью магнитного порошка, регистрируются на магнитную пленку и обнаруживаются феррозондовым преобразователем.





Виды намагничивания
При магнитопорошковом методе контроля чаще пользуются видами намагничивания, применимыми к деталям простой формы:
- циркулярный создает равномерное магнитное поле внутри детали, на концах нет магнитных полюсов;
- продольный называют полюсным: на одном из концов заготовки образуется плюс, на другом минус, поле направлено вдоль детали;
- комбинированный предусматривает одновременное воздействие нескольких разнонаправленных магнитных полей (в двух взаимно перпендикулярных направлениях, трех и более).
На производстве используется вид намагничивания сварных швов во вращающемся магнитном поле.
Для намагничивания применяются различные типы электротоков:
- постоянный создает равномерную индукцию;
- переменный применим для менее чувствительных методов контроля;
- импульсный по характеристикам близок к постоянному.
В приборы для дефектоскопии встраивают генераторы однопериодного и выпрямленного тока.
Магнитопорошковый контроль
- Магнитопорошковый контроль
- Капиллярный контроль
- Оптические микроскопы
- Металлографическое оборудование
- Твердомеры
- Измерительные микроскопы
- Контроль бетона
- Видеоэндоскопы
Магнитопорошковый контроль, оборудование и аксессуары для магнитопорошкового контроля
Магнитный контроль — это простой способ обнаружить дефекты на различных ферромагнитных изделиях. Такой метод неразрушающего контроля успешно помогает обнаружить мельчайшие повреждения. Современный магнитопорошковый контроль — востребованный в металлургической сфере, химическом машиностроении, автомобилестроении метод. Также он применяется для определения уровня износа трубопроводных систем.
Основа магнитопорошкового контроля — это свойство магнитных частиц, которые концентрируются в местах неоднородности магнитного поля, появляющихся при наличии дефектов. Каким образом осуществляется контроль?
- Изделие намагничивается и покрывается магнитным порошком или суспензией.
- Происходит оседание вещества в местах дефектов.
- Магнитные частицы выстраиваются в цепочку и образуют рисунок, по которому определяется наличие дефектов.
Существует два метода магнитопорошкового неразрушающего контроля: это сухой (использование магнитного порошка) и мокрый (использование магнитной суспензии).
Для успешного проведения магнитопорошкового контроля необходимо использование качественной суспензии и порошка. «Квалитест» имеет в ассортименте широкий выбор магнитных суспензий и порошков, которые помогут обнаружить дефекты в начальной стадии. Аксессуары для проведения магнитопорошкового контроля от «Квалитест» обеспечивают высокую производительность, чувствительность и наглядность результатов.
Магнитопорошковый метод неразрушающего контроля
Технология проверки очень проста. Чтобы применить магнитопорошковый метод неразрушающего контроля, исследуемую поверхность необходимо предварительно очистить. Далее на нее наносится состоящий из мелких частиц специальный магнитный порошок (состав также может выпускаться в виде взвеси), который намагничивает проверяемую деталь.
Таким образом, за счет распределения частиц индикатора, магнитопорошковый метод контроля позволяет выявить даже самые мельчайшие повреждения металлической поверхности. Например, концентрат Magnaglo под действием магнитов, воздействующих на деталь, притягивается в первую очередь к трещинкам, сколам и т. д. По завершении процедуры изучаемый объект размагничивается.
Результаты дефектоскопии оцениваются при помощи увеличительного стекла, поэтому при проверке необходимо обеспечить хорошее освещение. В противном случае результаты, которые дал магнитный порошок, могут быть оценены неправильно.
Для того чтобы иметь возможность провести магнитопорошковый контроль в любой ситуации (например, магнитопорошковый контроль сварных соединений), разработаны несколько типов установок. Стационарные аппараты оснащены магнитами и катушками, которые начинают работать под действием электрического тока. Такие установки оправданы на производстве, где необходим постоянный магнитопорошковый контроль, оборудование используется для всей выпускаемой продукции.
Применять магнитопорошковый метод неразрушающего контроля можно и в «полевых» условиях — для этого созданы компактные аппараты. Их вес может ограничиваться 10 кг. Такие мобильные установки прекрасно подходят для контроля уже готовых, смонтированных конструкций.
Магнитный порошок. Купить по доступной цене.
В нашем каталоге Вы найдете все необходимое оборудование для магнитопорошкового контроля — дефектоскопы, размагничивающие установки, магнитные клещи, УФ лампы, магнитный порошок и расходные материалы.
является официальным дистрибьютором Magnaflux в Москве, Санкт-Петербурге и других городах. На сегодняшний день Magnaflux является ведущим производителем оборудования для магнитопорошкового контроля, а также магнитопорошковых суспензий Magnaflux 7HF.
Все представленное в нашем магазине оборудование, позволяющее использовать магнитопорошковый метод неразрушающего контроля, а также аксессуары и расходные компоненты соответствуют установленным нормам и требованиям, предъявляемым к изделиям данного типа международными и российскими уполномоченными органами. Оборудование снабжается соответствующим сертификатом и гарантийными обязательствами производителя. Полную консультацию можно получить, связавшись с нашими менеджерами любым удобным способом, указанным в разделе «Контакты».
Методы неразрушающего контроля качества сварных соединений
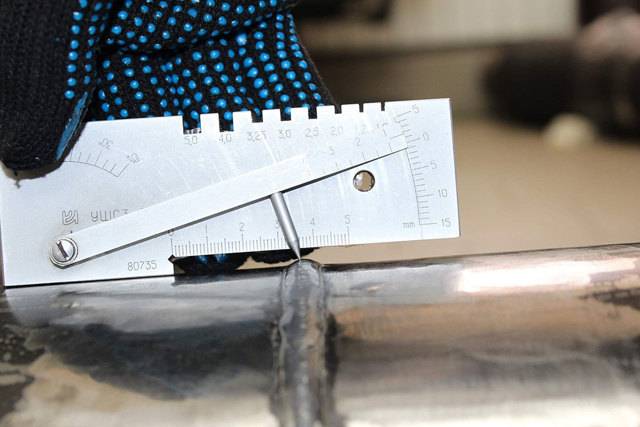
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида» устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.








Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
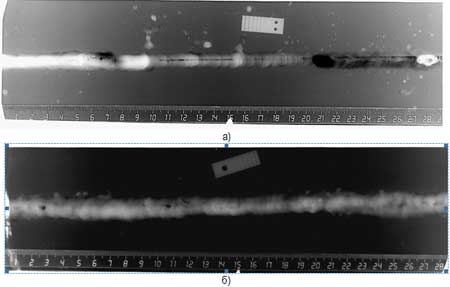
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Схема просвечивания рентгеновскими лучами: 1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву: а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Ультразвуковой метод и его технология
Технология ультразвукового контроля используется производством, промышленностью с момента развития радиотехнического процесса. Эффект и устройство технологии в том, что ультразвуковые волны акустического типа не меняют прямолинейную траекторию движения при прохождении однородной среды. Ультразвуковой метод используется также при проверке металлов и соединений, имеющих различную структуру. Такие случаи подразумевают, что происходит частичный процесс отражения волн, зависит от химических свойств металлов, чем больше сопротивление звуковых волн, тем сильнее воздействует эффект отражения.
Дефектоскопия или ультразвуковой контроль не разрушают соединения по структуре. Технология проведения ультразвуковой диагностики включает поиск структур, не отвечающих по химическим или физическим свойствам показателям, любые отклонения считаются дефектом. Показания колебаний рассчитываются по формуле L=c/f, где L описывает длину волны, Скорость перемещения ультразвуковых колебаний, f частоту колебаний. Определение дефекта происходит по амплитуде отраженной волны, тем самым возможно вычислить размер недочета.

Процесс ультразвукового метода
Сварные соединения подразумевают работу с наличием газовых ванн, испарения которых не всегда успевают удалиться в окружающую среду. Ультразвуковой метод контроля позволяет выявить газообразные вещества в сварных соединениях, за счет сопротивления волн. Газообразная среда веществ обладает сопротивлением в пять раз меньшим по отношению к кристаллической решетке металлических материалов. Ультразвуковой контроль металла позволяет вывить среды за счет отражения колебаний.
Применяемые материалы
Основным капиллярным дефектоскопическим материалом метода красок является индикаторный пенетрант (в переводе с английского – проникать). Пенетранты содержат красящие вещества определенного цветового тона, наблюдаемого в видимом свете. Это раствор или суспензия жирорастворимого темно-красного красителя.
Вспомогательные материалы:
- Проявитель – служит для извлечения пенетранта из несплошности с целью образования индикаторного рисунка и формирования контрастирующего фона. В качестве проявителей используют суспензии порошкообразных сорбентов и белые проявляющие лаки.
- Очиститель – состав для удаления индикаторного пенетранта с поверхности исследуемого образца. Используют моющие порошки, ПАВ (поверхностно-активные вещества), этиловый спирт.
- Гаситель пенетранта – состав, служащий для устранения фоновой окраски.








Рекомендуем:
 Фотообои в интерьере: секреты создания живого дизайна
Фотообои в интерьере: секреты создания живого дизайна
 Сколько кубов в мешке цемента — расчет и таблицы объёмов
Сколько кубов в мешке цемента — расчет и таблицы объёмов
 Смеситель термостатический для ванны и душа: устройство, принцип действия и правила выбора
Смеситель термостатический для ванны и душа: устройство, принцип действия и правила выбора
 Утеплитель изовер технические характеристики: фото материалов и калькулятор для расчета укладки
Утеплитель изовер технические характеристики: фото материалов и калькулятор для расчета укладки
 Какой материал лучше выбрать для стен дома?
Какой материал лучше выбрать для стен дома?
 Какому бренду стиральных машин лучше доверять: делаем выбор между стиральной машиной lg и samsung
Какому бренду стиральных машин лучше доверять: делаем выбор между стиральной машиной lg и samsung
 Подложка под паркетную доску
Подложка под паркетную доску
 Как сделать отопление в частном доме — подробное руководство
Как сделать отопление в частном доме — подробное руководство
 Эфирные масла для бани: какими бывают и как правильно их использовать
Эфирные масла для бани: какими бывают и как правильно их использовать
 Переключатель фаз автоматический, нужны советы.
Переключатель фаз автоматический, нужны советы.
